
DHDT精挑細(xì)選原管體
為保證優(yōu)質(zhì)產(chǎn)品,DHDT的所有產(chǎn)品不惜高價(jià)全部采用中國(guó)上海寶鋼專(zhuān)為石油天然氣鉆具研發(fā)的熱軋高強(qiáng)度合金結(jié)構(gòu)管。該材料采用爐外精煉+真空脫氣技術(shù),成分均勻且純凈,P、S等有害元素含量控制極低。無(wú)損檢測(cè)嚴(yán)格按照L2級(jí)探傷標(biāo)準(zhǔn),采用渦流+超聲組合探傷,保證原材無(wú)缺陷。

DHDT精心科學(xué)的設(shè)計(jì)加厚端
加厚端內(nèi)外截面變化的橫截面不重合,避免單個(gè)橫截面上應(yīng)力過(guò)度集中,尤其是內(nèi)錐面消失處和外錐面消失處不重合;外錐面消失處大圓弧過(guò)度,減小此處應(yīng)力集中;內(nèi)錐面長(zhǎng)度長(zhǎng)且平直光滑,與管體過(guò)度平緩,減少應(yīng)力集中,提高疲勞使用壽命。
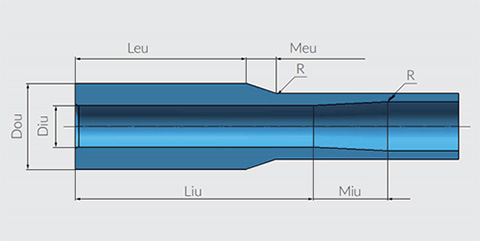
| 鉆桿規(guī)范 | 加厚形式 | 內(nèi)過(guò)渡帶長(zhǎng)度 |
| DHDT企業(yè)標(biāo)準(zhǔn) | 內(nèi)加厚或內(nèi)外加厚 | ≥100mm |
| SPEC | ≥76mm |
DHDT加厚工藝精計(jì)算
DHDT的加厚工藝經(jīng)過(guò)下述環(huán)節(jié),方能定型:
精準(zhǔn)計(jì)算——SuperForge軟件工藝模擬——加厚試驗(yàn)——小批考核——批量考核
精準(zhǔn)計(jì)算——SuperForge軟件工藝模擬——加厚試驗(yàn)——小批考核——批量考核
DHDT精密制造裝備保工藝
繪圖、計(jì)算易,實(shí)際加厚出設(shè)計(jì)要求的加厚端難。DHDT的感應(yīng)加熱器溫度控制精度±30℃,加熱長(zhǎng)度控制精度±10mm;管料在模具中的定位精度±5mm;管料長(zhǎng)度縮短精度±3mm。多年實(shí)踐證明,DHDT先進(jìn)的加厚設(shè)備完全滿足加厚工藝和設(shè)計(jì)的要求。DHDT向客戶鄭重承諾:DHDT的每根鉆桿經(jīng)得起客戶隨機(jī)抽樣檢查。


多點(diǎn)測(cè)溫步進(jìn)式熱處理爐 保證強(qiáng)度和韌性最佳配合
中國(guó)無(wú)錫DHDT是目前中國(guó)國(guó)內(nèi)唯一在水平定向穿越鉆桿領(lǐng)域中采用天然氣步進(jìn)爐進(jìn)行熱處理的公司。淬火、高溫回火熱處理方式采用封閉式加熱,爐內(nèi)多點(diǎn)采用熱電偶控溫,淬火爐保溫區(qū)爐溫均勻性為20℃,高溫回火爐保溫區(qū)爐溫為10℃。精準(zhǔn)確定的專(zhuān)利淬火工藝,在保證管體及加厚端充分奧氏體化的同時(shí),又不會(huì)引起奧氏體晶粒粗大。鉆桿淬火出爐后,迅速采用內(nèi)噴外淋的冷卻方式對(duì)其進(jìn)行均勻冷卻,冷卻速度大于鉆桿材料的臨界冷卻速度,且不會(huì)產(chǎn)生淬火裂紋,確保馬氏體轉(zhuǎn)化率,尤其是鉆桿加厚區(qū)的馬氏體轉(zhuǎn)化率?;鼗鹧b備和專(zhuān)利回火工藝保證鉆桿強(qiáng)度和韌性的最佳配合。

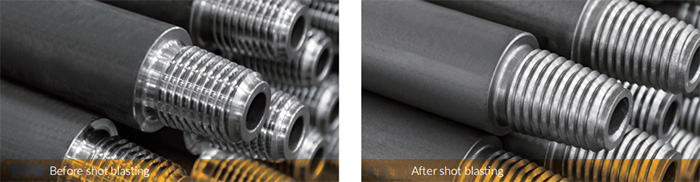
管體和螺紋噴丸處理提高產(chǎn)品疲勞使用壽命
DHDT的每根鉆桿均進(jìn)行噴丸處理,噴丸處理會(huì)在鉆桿管體表面和螺紋表面上留下殘余應(yīng)壓力,該應(yīng)壓力會(huì)提高鉆桿的疲勞使用壽命。螺紋表面的噴丸處理有助于螺紋脂的粘附,提高螺紋的使用壽命。
螺紋表面用氮化方法處理
螺紋表面用氮化方法處理。 螺紋耐磨性和抗磨損水平在全球范圍內(nèi)處于領(lǐng)先地位。

